Triple vv Press Fittings

Triple(vv) Press Fittings
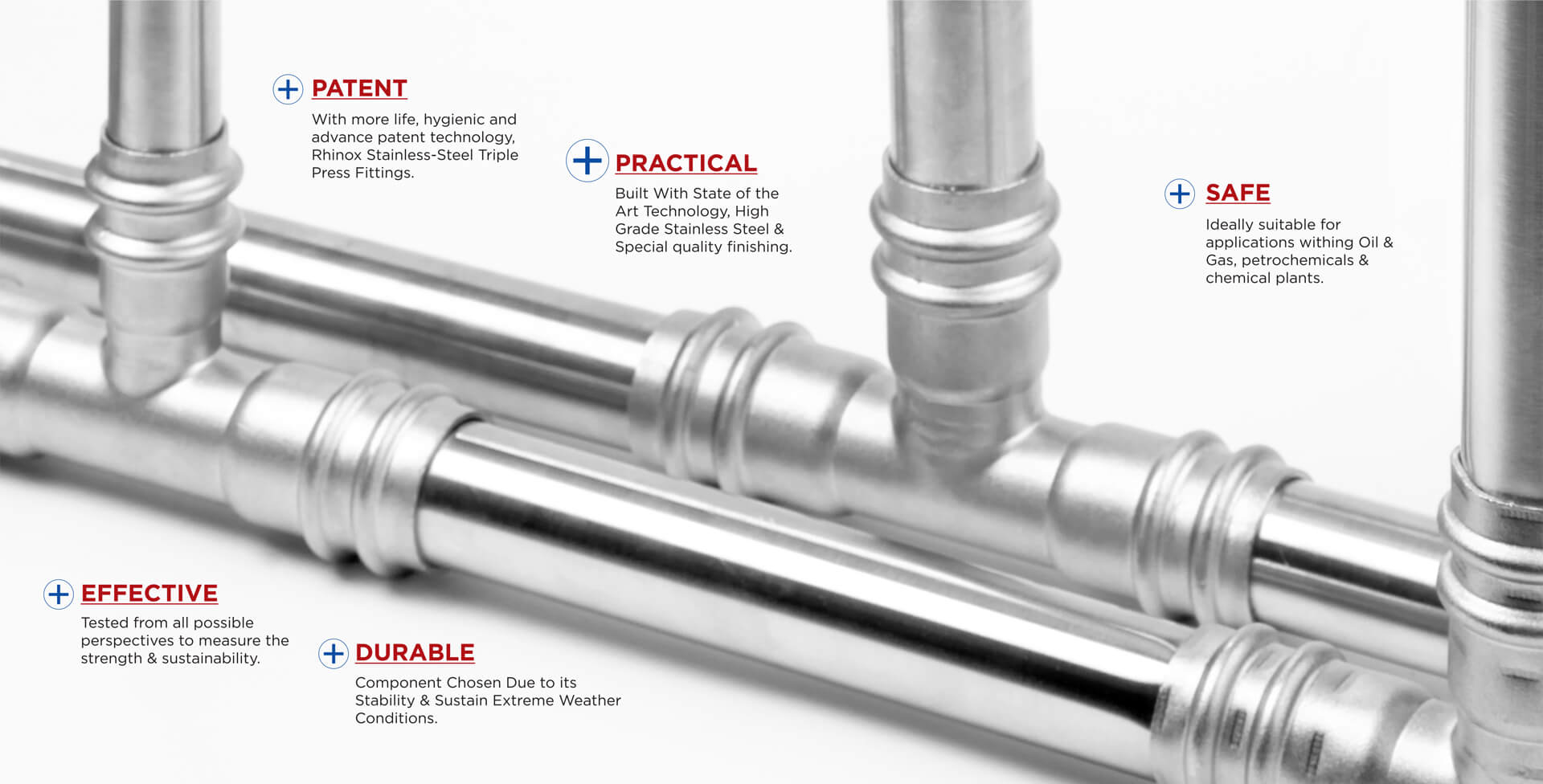
Rhinox products are manufactured using unique and modern machinery; the completely automated factory guarantees the customer safe and high quality product. Rhinox offers installers a complete solution with great flexibility. Our special profile consists of O-Ring with VV shaped grooves and 5 stage pressings. During the pipe connecting process, the special profile provides extraordinary safety function with double-edge. The compress-seizing method uses a special pressing tool to install Rhinox VV-press system. Advantages include better hygiene, durability, less required maintenance, and cost savings, when taking into account the life cycle cost. Advantages include better hygiene, durability, less required maintenance, and cost savings, when taking into account the life cycle cost. Installation costs are also competitive. It delivers the best results when used with stainless steel press fittings, and is especially suitable for concealed location behind concrete wall or when laid underground.
Advantage Of Installating
Triple Press Fittings
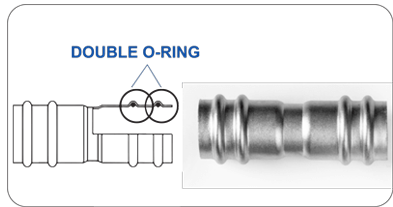
4th Generation Pipe-fit Connection
The double O-Ring bead creates a mechanical connection between pipes & fittings. The O-Ring is pressed permanently into the pipe.

Tensile Strength
Stainless steel to water pipe tensile strength is greater than 520N / mm, and has good ductility and toughness.

Pressing Jaw Guide
The Unique " 2 U-shaped slot " Jaws which guide on the fittings ensure that the pressing Jaw is positioned exactly right during pressing.
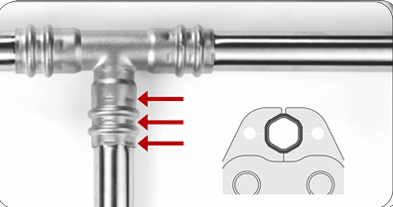
Three Hexagonal Clamping Joints
Connection position is tightly matched after mechanical compression, forming a high strength pull - resistant and sealing performance.

Minimal Liniar Expansion
This means fewer fastening points are required during installation than with conventional stainless steel plumbing.

Jewels Like Fittings
Just like jewels, each item produced by Rhinox VV press is subjected to an ultrasonic cleaning treatment.
How to Install
1

Cutting
Pipes are cut to length with approved burr-free cutters. Oxy acetylene torches and abrasive cut-off wheels are not suitable. Pipes are cut at right angles to their axis, using a pipe cutter or fine-tooth saw. Measured lengths must take into account the depth of insertion into the fitting.
2

Deburring
Make sure that the internal and external tube end is free from burrs or sharp edges by using a deburring tool to prevent damage to the O-ring. Then wipe the tube end clean to avoid damaging the O-ring on tube insertion.
3

O-Ring Checking
A patented innovatively designed 0-Ring which is available in Black = EPDM, Yellow = HNBR, Green = FPM. During the pressing, pressure is applied on fittings for 5 angles which result in a robust formation of the O-Ring bead and Before Pressing / After Pressing an extremely secure connection.
4

Marking
Marking the insertion depth: The tube must be fully inserted into the fitting until it reaches the tube stop in order to make a perfect joint. Marking insertion depth will ensure that any tube movement is detected, which is especially important if the joints are to be pressed at a later time.
5

Inserting
To assemble the joint, the tube must be inserted into the fitting up to the tube stop. Use the mark on the tube which was made earlier as reference. The pressing operation should only be undertaken when the tube reaches the tube stop.
6

Pressing
Initiate the pressing procedure by pressing the start button for approximately 3 seconds. The pressing procedure will run automatically and should not be interrupted prematurely. This ensures a permanent joint that is sealed and has the required tensional and axial force locking properties.